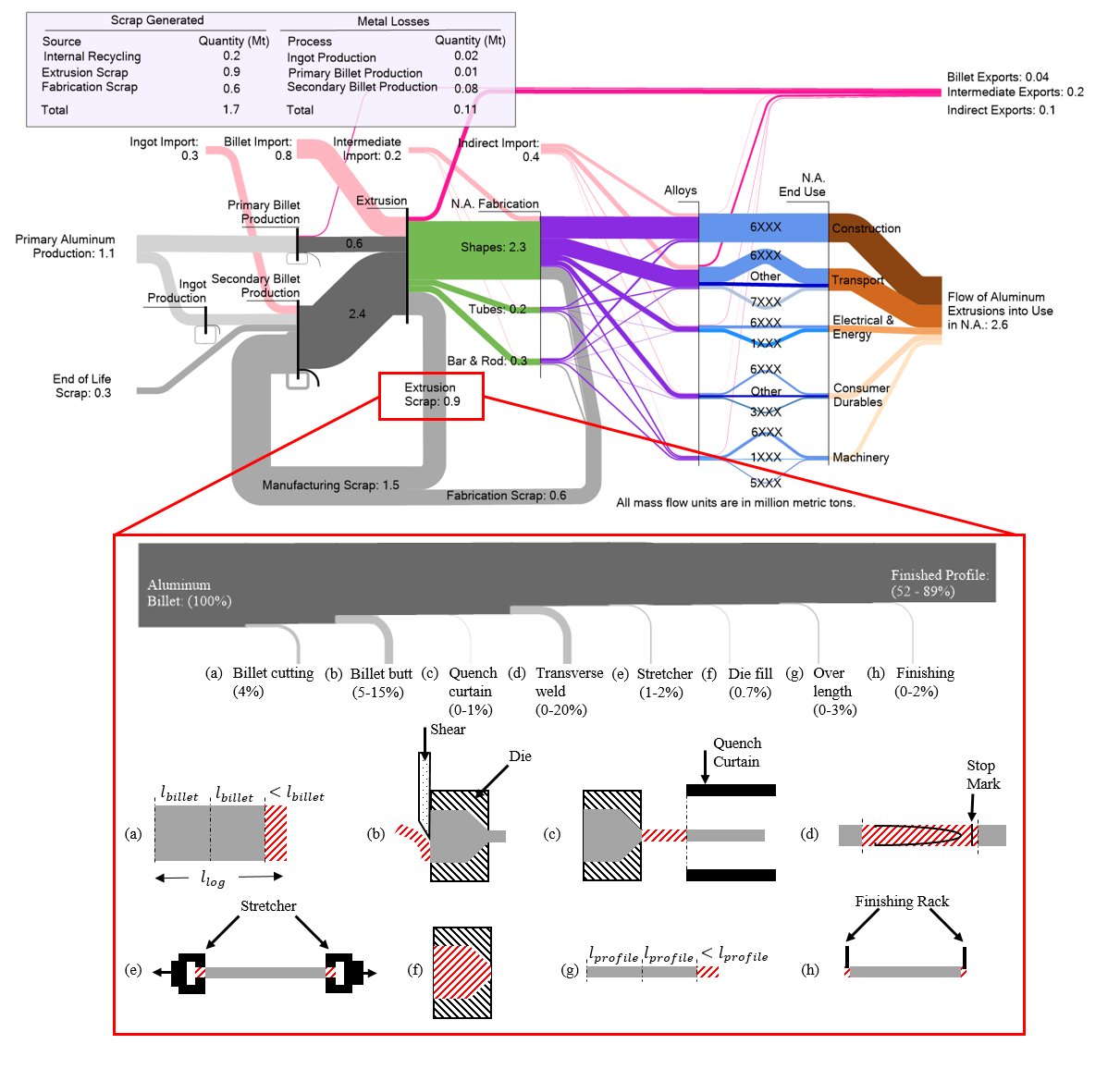
The aluminum extrusion industry is growing rapidly; however, there has been little work on quantifying or reducing extrusion's environmental impacts. This article first derives cradle-to-gate cumulative energy demand, greenhouse gas emission, and cost models for direct aluminum extrusion using data collected from extrusion companies, life cycle inventory measurements (e.g., electricity demand) from our own case studies, and physics-based extrapolations. These models show there is significant scope for increasing both the process energy and material efficiency; however, only increasing the material efficiency will lead to significant environmental benefits and cost savings. Subsequently, an alloy-shape-application material flow analysis of the 2018 North American extrusion industry is conducted to highlight opportunities for improved material utilization throughout the supply chain. Material flow data were collated from existing academic and gray literature in addition to semi-structured interviews with North American extrusion experts. The material flow analysis reveals that around 40% of all aluminum cast into extrusion billets is scrapped before completion in a fabricated product, which increases the cost of the fabricated profile by approximately 16% and the greenhouse gas emissions and cumulative energy demand by approximately 40%. Most of this scrap is created by removing structural and surface finish extrusion defects that are inherent to the current process. Process adaptations that might reduce the material scrapped due to these defects are identified and discussed. Even a 10% reduction in extrusion process forming scrap could save the North American (U.S. and Canada) extrusion industry 270–311 million USD per year and prevent the release of 0.5–2.3 Mt.CO2eq annually.

Reducing production scrap, which increases process yield, is a key decarbonization strategy for the aluminum industry. For extrusion, the most scrap is generated by removing profile sections containing transverse (charge) welds because the welds are weaker than the surrounding material. No predictive transverse weld strength model exists, preventing process optimization and development that might reduce the associated scrap. We derive a transverse weld strength model as a function of the billet material properties, extrusion temperature, and the evolving stress and strain states at the billet-billet interface during weld formation. The new model, based on the film theory of solid-state welding, updates Cooper and Allwood’s plane strain welding model to account for the non-plane strain deformation at the billet-billet interface. These updates are informed by analyzing the oxide fragmentation patterns on transverse welds using shear lag modeling and microscopy of profiles extruded from anodized billets. Model strength predictions are evaluated against shear tests on welds created by extruding single and two-piece billets into rod, bar, and multi-hollow profiles. The experiments show negative (compressive) surface expansions at the weld nose cause interface buckling and low strengths. Surface expansions and weld strengths increase with distance from the nose. For non-axisymmetric profiles, deformation conditions and strengths vary across, as well as along, the weld. Two-piece billet welds are longer but experience a rapid increase in surface expansions and exhibit bulk strength long before the weld ends. The model predicts these trends and shows that die pressures are sufficient for micro-extrusion of any exposed substrate through cracks in the interface oxides. Hence, the importance of the local interface strains in exposing substrate and determining weld strength. The new model can help increase process yields by determining minimum lengths of weak profile to scrap and aiding die design optimization for increased weld strength.
Extruded aluminum supply chains are materially inefficient with around 40% of the billet likely to be scrapped before the profile is embedded in a product. One of the largest sources of scrap is the removal due to weld integrity concerns of the tongue-shaped transverse weld(s) that forms between consecutively extruded billets. Process setting and die geometry optimization can decrease the weld length (and hence scrapped material) by modest amounts. We explore a process for significant scrap savings using profiled dummy blocks to generate shorter welds by compensating for the differential metal flow velocities across the billet cross-section as it flows through the die ports. We develop a design process for defining the profiled dummy block shape. For a given part and press, we first define an ideal dummy block shape by extracting the velocity field from finite element simulations of the conventional process and assuming perfectly rigid tooling. Next, we rationalize the tool shape using stress and deflection limits (preventing plastic deformation and interference with the container wall) and ductile damage limits for the billet to prevent cracking. We then simulate the likely effect of the rationalized dummy block design on back-end defect removal. The methodology is demonstrated for four profiles of increasing complexity. The process’ potential is evaluated experimentally using billets machined to match the ideal dummy block shape. The results show that profiled billets can achieve weld length reductions >50% for simple shapes. We demonstrate that multi-profile tooling can deliver scrap savings across a family of similar profiles.

Lightweight automotive extrusions are increasingly complex, thin-walled, multi-hollow profiles made from high-strength, quench-sensitive aluminum al-loys such as AA6082. These alloys require rapid quenching as the profile leaves the press to prevent the precipitation of undesired phases, to create a su-persaturated solid solution, and to prepare them for subsequent age-hardening treatments; e.g., for the T6 temper. However, rapid quenching can cause pro-file distortion, which leads to high scrap reject rates, increasing costs, envi-ronmental impacts, and production lead time. This study tests two hypotheses: (1) That the different cooling rates set-up across the profile section during quenching induces not only distortion but also varying mechanical properties across the section; and (2) That this temperature differential can be minimized by combining (conventional) external quenching with internal quenching sup-plied by through-die cooling channels. The first hypothesis is tested experi-mentally by taking tensile specimens from different locations of an AA6082 multi-hollow profile, showing a significant decrease in the ductility and ulti-mate tensile strength of samples extracted from internal webs. The second hy-pothesis is tested by performing thermo-mechanical finite element simulations that compare the thermal history, stresses, and strains of simultaneous internal and external quenching in contrast with conventional quenching (external on-ly). The combined quenching approach results in a significant reduction in the residual stress and plastic deformation. This implies lower scrap reject rates, improved internal wall mechanical properties (giving scope for further light-weighting), and a wider profile design space by enabling the extrusion of more challenging profile shapes.
Please view this website on a desktop for full content.